首页
公司简介
公司介绍
企业文化
公司环境
视频中心
合作伙伴
产品中心
荣誉资质
资料下载
产品应用
新闻中心
联系我们
产品展示
您的位置 \
首页
产品中心
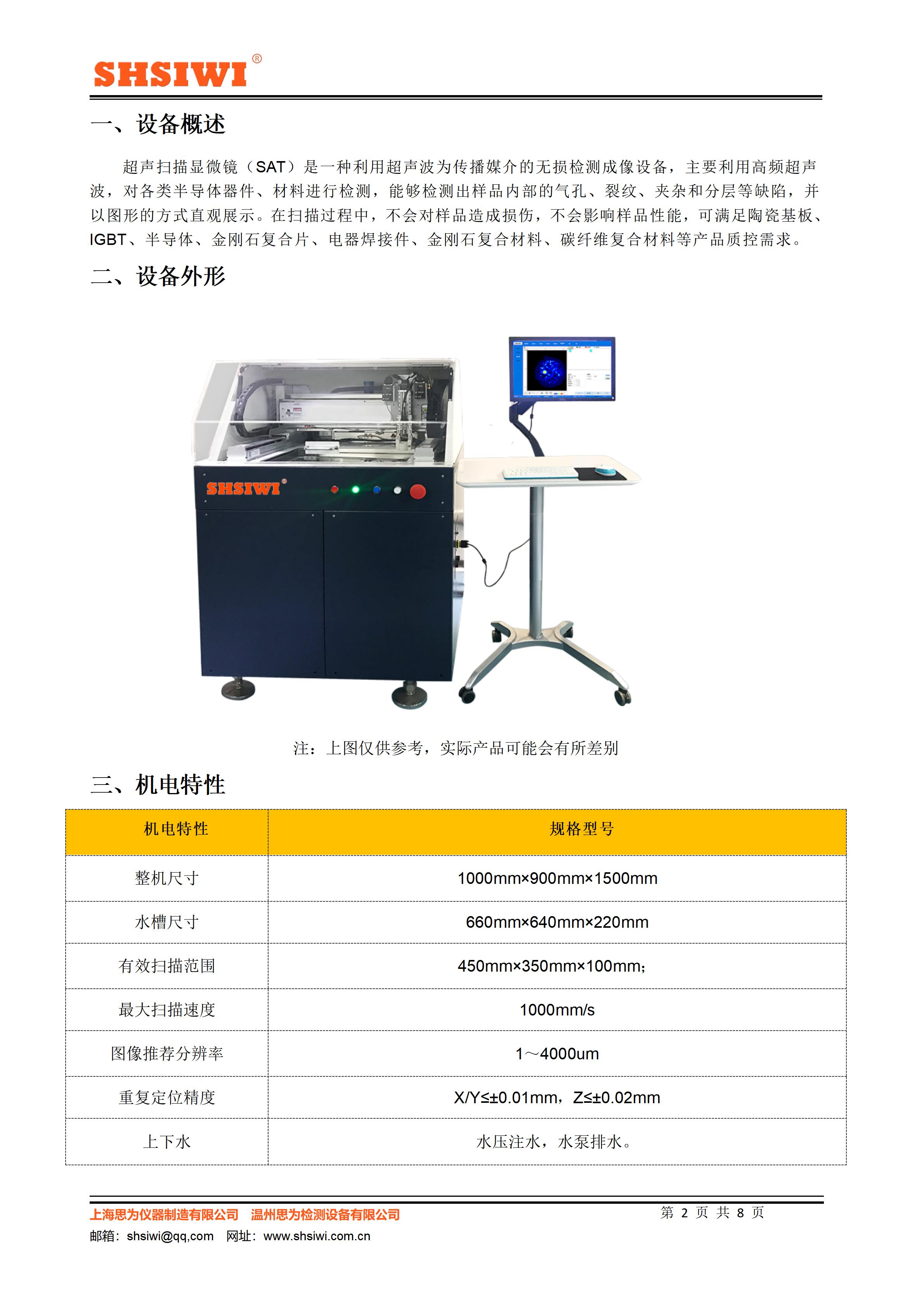
超声扫描显微镜-高速机系列
GSS300超声扫描显微镜-IGBT体行业
下一个:GSS301超声扫描显微镜-水冷板行业
返回列表
产品中心
Product Center
超声扫描显微镜-高速机系列
超声扫描显微镜-小型机系列
超声扫描显微镜-大型机系列
扫描图片中心-低压焊接材料
扫描图片中心-半导体材料
扫描图片中心-水冷板材料
扫描图片中心-锂电池材料
扫描图片中心-IGBT模块
扫描图片中心-超硬材料
扫描图片中心-晶圆键合
扫描图片中心-其他材料
在线客服
电话
15088990072
微信